

200年來,無論是在困難的時刻還是繁華的時刻,人們和環境都可能發生變化,但對酒的熱愛和技術卻保持不變。
這是因為我們知道,200年來堅持守護的正宗風味和甜味永恆不變。

寛政元年,初代瀬頭多次兵衛以「丸平正宗」的品牌創立。至今已連續傳承了兩百多年。大正9年成立為股份有限公司。公司法人化後,首相原敬先生命名了「東長」,從那時起,我們一直以此名義自豪地繼續釀酒。

位於佐賀平原西方、濱臨有明海的塩田川上游,是東長的故鄉,位於佐賀縣嬉野市的塩田町。
這裡是酒造業所必需的優質米、充滿內陸清新空氣的地方,並且得天獨厚地擁有清澈的水源,是一個寧靜的鄉村小鎮。
東長誕生於寬政元年(1789年)的這片土地上,自那時以來已經有200多年的歷史,一直流傳於當地人民的世世代代。

.gif)
瀬頭酒造株式会社「東長」於寬政元年(1789年)由初代瀬頭多次兵衛以「丸平正宗」的品牌在佐賀縣嬉野市塩田町創立。
大正9年公司法人化之際,推出了以「東長」(アヅマチョウ)為名的產品,而此命名則是由當時的政友會總裁兼首相原敬所提出。
原敬先生稱讚該酒具有清爽和開闊的醉意,認為它符合「東洋的王者」的品格,因此我們榮幸地得到了「東長」這個名稱。
至大正15年,被指定為大正天皇的代表、由海江田侍從派遣,戰前被宮內省列為納入品,在戰後的昭和20年11月成為GHQ指定商品,甚至吸引了麥克阿瑟元帥的注意。
此外,我們也獲得了許多榮譽,如全國新酒評鑑大獎、福岡國稅局評鑑會等。

.gif)
自創業以來,我們的願望一直是製作「正直的清酒」,這個理念歷久不變,經過時間的流逝,我們堅持著耗時、耗工,慢慢地保持著非常奢侈的傳統製作方法,持續釀造出真正的日本清酒。

.gif)




回顧過去的時代,我們可以看到經過無數時光流逝,酒已經有了被人們所喜愛的歷史。
| 西元1789年 (寛政元年) |
|
| 西元1897年 (明治30年) |
|
| 西元1902年 (明治44年) |
|
| 西元1915年 (大正4年) |
|
| 西元1920年 (大正9年) |
第19任首相
|
| 西元1922年 (大正11年) |
|
| 西元1928年 (昭和3年) |
 |
| 西元1932年 (昭和7年) |
 |
| 西元1989年 (平成元年) |
|
| 西元1996年 (平成8年) |
|
| 西元2001年 (平成13年) |
|
東長歴史画像館
会社北側
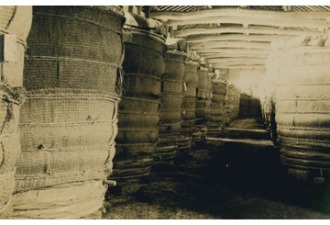
桶洗い

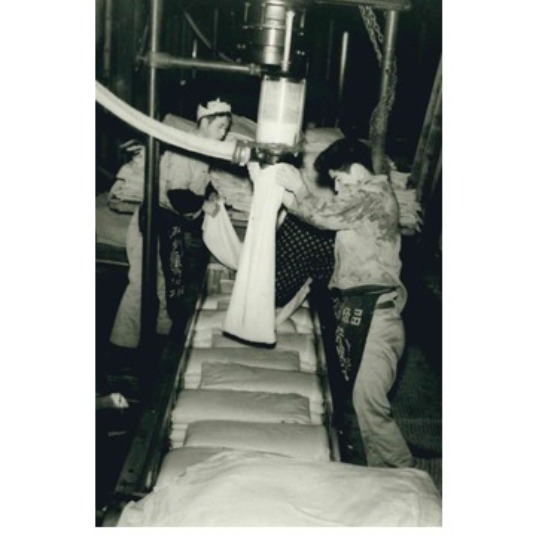
洗米
会社裏
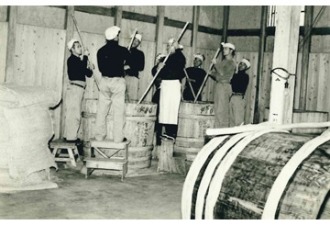
櫂入れ

洗濯
3号蔵

濾過
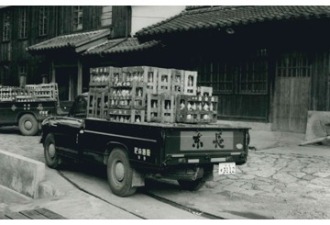
東長トラック
搾り

蒸しあがり
.gif)
自成立以來,「釀造真誠的酒」一直是我們的願望,這願望沒有隨著時間的流逝而改變,我們一直致力於花費時間、精力,慢慢釀造出真正的酒。
無論時代如何進步,傳統的釀造本質始終不變。
我們的釀造工藝是使用最優質的大米、麴和水,堅守古老的釀造方法,堅決不妥協。我們的答案是傳統的三段釀造。我們公司的所有產品,從大吟釀到本釀,都是採用傳統的三段釀造方法,是一種能感受到大米溫和甜味的酒。
近年來,許多釀酒廠開始注重香氣,如大吟釀和純米大吟釀等。
但由於我們認爲日本清酒是一種釀造酒而不是蒸餾酒,因此我們首先注重酒的口感和甜味。
.png)
.gif)
.png)


我們公司堅持使用地方產地佐賀的酒米,全部使用佐賀縣產的山田錦、佐賀之華、以及禮法等品種。
山田錦的使用包括了自家田地由公司員工(釀酒師)自己種植的大米,以及與合约農戶和公司員工(釀酒師)合作種植的酒米。


我們將去除米的胚芽、表層部的蛋白質和脂肪等,並將其作為米糠去除的過程稱為精米。
在我們公司,我們使用的所有酒米都是通過自家精米機進行加工,這種精米機能夠在保持高度白度的同時,減少米粒的破裂,實現了高品質的原型精米。
原溫原濕精米機是一種用於高度精白的精米機,因為在高精白過程中,米粒可能會因高溫失水而破碎,這種現象稱為無效精米。
例如,即使精白率為50%的白米中有10%的無效精米,真正的精米率也将達到60%。我们將這個真正的精米率稱為真精米率。
原溫原濕精米機旨在使顯示為50%的精米率接近真精米率50%。


超音波洗米是一種通過超音波震動來清洗米飯的方法。
精米後的白米表面可能附有米糠,為了去除它們並讓米飯吸收水分,我們將白米放入水中洗淨,然後浸泡使其吸收水分。
我們公司使用一種水浸洗米機,其中有小氣泡通過超音波產生。
我們將白米一次性投入其中,通過水流來清洗。當時間到時,我們立即排出水,這樣就可以得到含有適量水分的浸泡米。


洗米和浸泡是將米飯浸泡在適量的水中,使其吸收水分,然後輕柔而細心地蒸熟。
理想的蒸米應該是外部堅硬,內部軟爛,被稱為外硬內軟。
蒸熟的米飯會被冷卻到適合釀造的溫度。


在釀酒中,麹製作被認為是非常重要的關鍵,有著“一麹二酛三造り”的說法。
麹製作包括用於製作酒母的「酛麹」和用於釀造醪的「掛麹」兩個過程,需要根據各自的目的進行適當的麹製作。
將適度冷卻的蒸米放入室溫30℃的麹室中,均勻地撒上麹菌。
然後,在那裡細心培育麹菌約48小時。
我們公司通過嚴格的品温管理,以0.1℃的溫度精確控制,生產出符合各種酒質和用途需求的高品質麹米。
為了保證麹菌純淨地生長,衛生管理也是非常重要的因素,我們每天都會注意清洗器具,保持手指的清潔。


清酒是由蒸米、麹和水發酵而成。
在醪中,麹使蒸米的糖分糖化,酵母則將其轉化為酒精和二氧化碳。
因此,釀酒需要大量優質的酵母,並且需要製作稱為酒母的醪底部,以培養和增殖酵母。
約12天後,優質酵母大量繁殖的酒母就完成了,等待著釀造的時機。
我們公司所有的酒母都是以稱為速醸酒母的製法製造的。

.jpg)
當酒母製作完成後,我們就進入釀造的過程。
日本清酒原本是以三次加米和麴進行釀造,稱為「三段釀造」。
然而,目前一般流行的是四段釀造的方式。
四段釀造是指在添、仲、留三次釀造後,進行第四次釀造,使用米糠糖化裝置或酵素等人工方式製造糖分,然後在榨取時將糖分加入醪中,以製造大量高酒精度的原酒。
我們公司不使用人工方式添加甜味的米糠糖化裝置或酵素劑,從大吟釀到本釀造的所有產品都是使用傳統的三段釀造方法進行製造。


當釀造工作結束後,管理醪的主要工作包括櫂入、檢温和分析。
櫂入的目的是將醪搅拌均勻,使溫度均勻,並從醪中釋放二氧化碳,促進發酵。
在早晨進行櫂入時,會取一些醪,並測量其濾液中的酒精度、日本清酒度、酸度、氨基酸度等指標,然後根據這些結果確定醪的溫度。
我司也徹底管理醪的溫度,精準到0.1℃的單位。


發酵完成後,将醪分為清酒和酒粕。
這個過程稱爲上槽或榨取。
我們公司不使用人工溶解米的酵素劑或米糠糖化裝置,僅通過三段式釀造製作甜口的日本清酒,因此,即使是本釀造清酒,也會達到與大吟釀酒相同的40%以上的酒粕比例。
酒粕比例是指,如果酒粕比例爲30%,那麼從100公斤的大米中,會產生30公斤的酒粕,70公斤的清酒。


榨取完的酒會進行過濾。即使清酒變得清澈,麴的酵素和酵母仍然殘留其中,如果讓它們保留下來,酒質會不斷變化。
因此,將酒加熱至65度,使酵母和酵素失去活性,以穩定酒的品質。這個過程稱為火入れ。
火入れ完成後,酒將在酒窖中陳釀約半年。


在酒窖中陳釀了半年的酒,將被裝瓶並等待出貨的時機。


要製作出優質的清酒,確保優良的原料(米)至關重要。出於這樣的信念,我們非常重視使用佐賀縣產的米。在其中,我們特別注重山田錦。自昭和63年成立栽培研究會以來,我們一直在進行山田錦的研究,並與公司員工以及當地農民合作,參與了米的生產。
此外,我們對於精米也有著特別的堅持。我們使用在故鄉培育的酒米,使用原溫原濕精米機,以慢慢且細緻地、充滿愛心地進行自家精米。


昭和63年
地方農家、五町田酒造和瀬頭酒造共同進行試驗性質的山田錦栽培。然而,由於山田錦的特性,即其植株較高,這導致在收割之前,大部分水稻都倒塌了,這使得人們意識到種植的困難。

平成元年
成立山田錦栽培研究會,開始全面性的栽培。最初的成員共有20人,起初只有282畝的種植面積。
平成2年
改變了過去的幼苗培育方法,轉而採用盆栽苗培育法,以提高山田錦的品質。會員人數也增加到27人,種植面積擴大至512畝。

平成3年至今
每年從5月底到6月底,五町田酒造和瀨頭酒造的員工以及研究會成員一起進行種子播種和田植作業。到了9月左右,前往生產山田錦的地區進行視察和培訓,通過信息交流等方式,致力於提升技術水平。
如今,即使面臨炎熱的夏季和小雨等不利條件,也通過地方農民的努力、經驗、合作以及盆栽苗的成果,穩定地生產高品質的山田錦。目前,部員共有25人,種植面積擴大至1800畝。

在帶有小凹點的盆栽苗箱中,每個苗箱蒔種約2至3粒種子,等到苗子牢固地生根後,再使用專用的田植機進行田植。與常規的稚苗法不同,盆栽苗法培育出來的苗子更為堅固,更適合種植容易倒伏的山田錦。
此外,盆栽苗的田植方式還能夠使苗子之間的間距更寬,因此有更好的日照和通風條件,從而培育出茁壯的稻苗。因此,由盆栽苗栽培出來的稻米籽粒整齊,品質也更佳。


在山田錦栽培研究會中,種植和田植的工作主要由五町田酒造和瀨頭酒造負責,而代掘、水管理、收割等工作則由研究會成員負責。
此外,我們公司周圍有約10公畝的自家田地,公司員工親自參與山田錦的種植。在田植之前,公司員工會使用自家拖拉機仔細地耕田和代掘,然後進行田植作業。
山田錦的水管理在稻田中至關重要,它對稻子的生長方式有著重大影響。當稻田的水位過高時,稻子的背高容易過高,增加了倒伏的風險;相反,如果水位過低,則稻子會變得脆弱,因此需要細心調節水量以維持適當的水分。
在這段時間裡,公司員工每天都會巡視所有稻田,關注山田錦的生長情況。之後,他們會準備好迎接收割的日子,同時與雜草作鬥爭。
在收割時,員工們會親自駕駛公司的收割機,即使滿身是汗,但仍然感受到了一路以來守護山田錦的喜悅。


我們公司所使用的酒米原料全部來自於地方的佐賀縣。為了將這些米以最佳狀態用於釀造清酒,我們使用一種稱為原温原湿精米機的精米機來進行精米,這種機器能夠在保持米的水分的同時以低溫進行精米,以確保米的品質。一般情況下,高度精製的米顆粒因高溫而變得脆弱,容易破碎。然而,使用原温原湿精米機精製的米顆粒中無效精米的比例較低。